

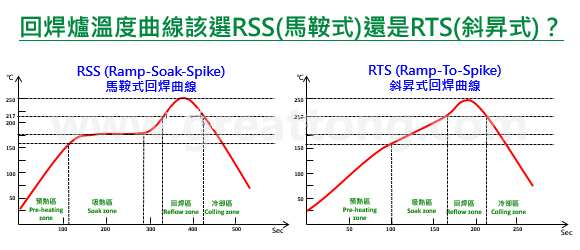
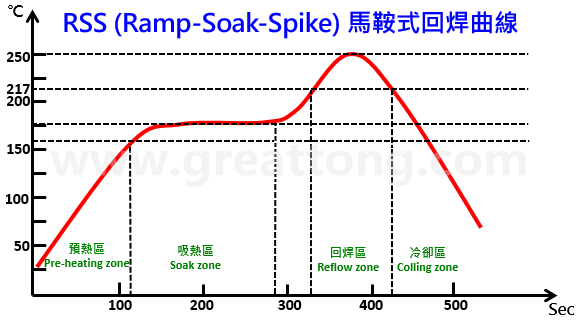
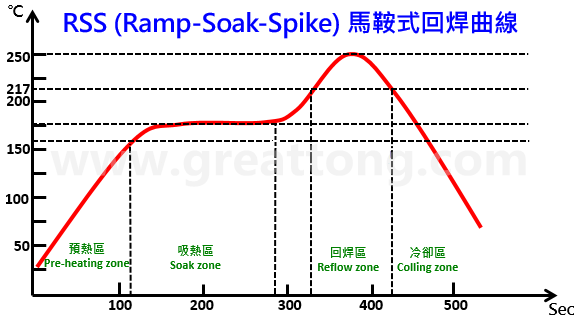
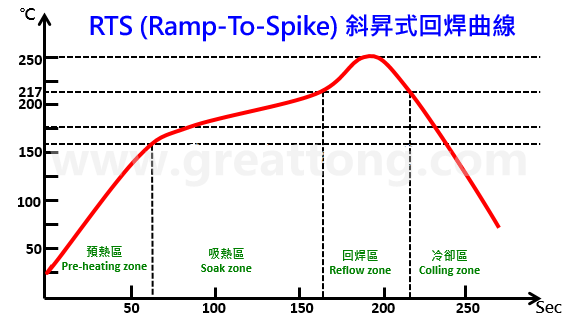
PCBA大讲堂:回流焊的炉温曲线应该使用的是RSS?还是RTS型?
发布时间:
2022-10-16 10:45
来源:

上一页
下一页
相关新闻
提升产品质量的秘诀:炉温实时监控在现代制造业中,产品质量的提升往往与生产过程中的细节息息相关。许多企业都在寻找各种方法来优化生产流程,从而提高最终产品的质量。而在这个过程中,炉温实时监控无疑是一个不可或缺的利器。那炉温实时监控到底是什么呢?为什么它如此重要呢?接下来,我们就来聊聊这个话题。炉温实时监控的概念简单来说,炉温实时监控就是通过先进的传感器和监测系统,实时跟踪和记录炉内温度变化的过程。这就像给你的烤箱装上了一个“智能监控器”,它不仅能告诉你烤箱的温度,还能让你在远程实时掌握烤制过程。试想,如果你能随时监测到炉内的温度波动,就能及时调整生产参数,从而避免因温度不稳定而导致的产品质量问题。为什么炉温实时监控对产品质量至关重要首先,温度是影响许多材料性能的关键因素。如果炉温过高或过低,都会导致材料的物理和化学特性发生变化,最终影响产品的质量。比如,在金属热处理过程中,过高的温度可能导致金
解析温度曲线测试系统的功能与优势在现代制造业中,温度控制和管理的准确性直接关系到产品的质量和性能。尤其是在电子行业,炉温曲线测试仪smt 成为了确保生产过程稳定性和产品合格率的重要工具。那么,温度曲线测试系统究竟具备哪些功能和优势呢?接下来,我们就来深入探讨一下。炉温曲线测试仪smt的基本功能首先,炉温曲线测试仪smt 的核心功能显而易见,那就是实时监测和记录温度变化。想象一下,如果没有这样一个系统,我们如何确保每一次焊接都能达到较好效果?通过温度曲线测试,制造商可以清楚地了解焊接过程中的每一个细节,从而调整参数,保证焊接质量。其次,这种测试系统还能够提供温度曲线的可视化。这种可视化不仅仅是一个简单的图表,而是一个智能化的数据分析过程。它能够帮助工程师快速识别温度异常,并及时调整。这就像是给生产线装上了“眼镜”,看得更加清晰!温度曲线测试的优势1. 提高产品合格率通过使用炉温曲线测试仪sm
非标自动化设备定制如何提升炉温测试的精度在自动化设备的世界里,炉温测试的精度可谓是重中之重。想象一下,如果你的炉温测试仪器出现了偏差,结果将如何影响整个生产流程?在这种情况下,非标自动化设备的定制就显得尤为重要。特别是炉温曲线测试仪smt,其定制化解决方案能够有效提升测试精度,让生产过程更加顺畅。为何炉温测试精度如此重要?首先,让我们聊聊为什么炉温测试精度是如此重要。炉温不仅影响产品的质量,还与生产效率息息相关。试想一下,如果炉温波动不定,生产出来的产品可能会因为温度不达标而报废,最终导致成本的增加和时间的浪费。你肯定不想看到这样的情况发生,对吧?非标自动化设备定制的优势说到非标自动化设备定制,很多人可能会问:这有什么特别之处呢?其实,非标设备的定制化意味着能够根据具体需求进行调整,提升测试的精度。例如,针对不同材料的熔点,我们可以设计出更加精准的炉温曲线测试仪smt,使得测试数据更具参考
自动化设备与炉温曲线测试仪的完美结合在现代工业生产中,自动化设备正逐渐成为提升生产效率和产品质量的关键因素。而炉温曲线测试仪作为一种重要的测试工具,用于监测和记录炉内的温度变化,对于保证产品的一致性和可靠性至关重要。那么,自动化设备与炉温曲线测试仪之间到底会碰撞出怎样的火花呢?让我们深入探讨这一主题。自动化设备的崛起首先,自动化设备的引入,极大地改变了传统生产模式。想象一下,以前必须依靠人工来监控设备运行的时代,各种人为失误和操作不当导致的质量问题屡见不鲜。而现在,自动化设备不仅提高了生产效率,更减少了人力成本。它们可以24小时不间断地工作,确保生产线的效率高运转。炉温曲线测试仪的角色那么炉温曲线测试仪又是如何发挥作用的呢?实际上,它就像一个经验丰富的“侦探”,负责监测和记录炉内的温度变化。这种设备在焊接、热处理等工艺中尤为重要,因为温度的变化会直接影响到材料的性能和产品的质量。通过实时监
炉温曲线测试仪的维护与保养技巧在现代电子制造行业,炉温曲线测试仪作为一种重要的设备,承担着确保焊接质量的重任。想象一下,如果没有它,我们的焊接工艺将会失去准确度,甚至可能导致产品缺陷,真是让人不寒而栗吧!所以,了解如何维护和保养炉温曲线测试仪是每一位工程师的必修课。今天,我们就来聊聊这个话题。为什么要维护炉温曲线测试仪?炉温曲线测试仪不仅仅是一个简单的工具,它是整个焊接流程的“指挥官”。它的准确性直接影响到焊接的质量。如果长时间不进行维护,这台仪器可能会出现测量不准、反应迟钝等问题,结果就是焊接不良、产品报废,损失可不是一笔小数目哦!这样看来,维护它的必要性不言而喻。1. 定期校准首先,定期校准是最基本的维护步骤。就像我们去医院定期体检一样,设备也需要“健康检查”。一般来说,每隔三个月进行一次校准是比较理想的。这样可以确保设备始终处于较好状态,减少误差,确保数据的准确性。那么,如何进行校准
炉温实时监控系统的市场发展趋势分析在现代工业生产中,炉温实时监控系统扮演着至关重要的角色。无论是钢铁制造、铝冶炼,还是陶瓷烧制,炉温的准确控制都直接影响着产品的质量和生产效率。那么,随着科技的不断进步,炉温实时监控系统的市场发展趋势又是怎样的呢?让我们一起深入探讨一下。炉温实时监控的必要性首先,为什么要实时监控炉温呢?想象一下,一个没有温度控制的炉子,就像一个没有方向的船,随时可能漂泊到未知的水域。在这样的环境中,产品的质量就像一张破碎的拼图,难以完成。炉温实时监控系统可以帮助企业在生产过程中随时掌握炉内的温度变化,从而进行有效调整,确保产品的稳定性和一致性。市场需求的增长随着工业4.0的浪潮袭来,智能制造、数字化转型已成为各大企业的重要目标。炉温实时监控系统的市场需求因此急剧上升。企业不仅希望提高生产效率,更希望在质量控制上做到精益求精。根据市场研究机构的数据显示,未来几年,炉温实时监控